
模具厂最怕出“菜鸟”设计师,而模具设计最怕遇到“菜鸟”产品设计师。工艺模具设计师需要有独立分析产品的能力,找出产品所存在的不合理情况。
为了让大家更好的了解模具设计,少犯错误。今天就给大家分享一些实战的设计产品工艺经验,搞懂多年总结技术。
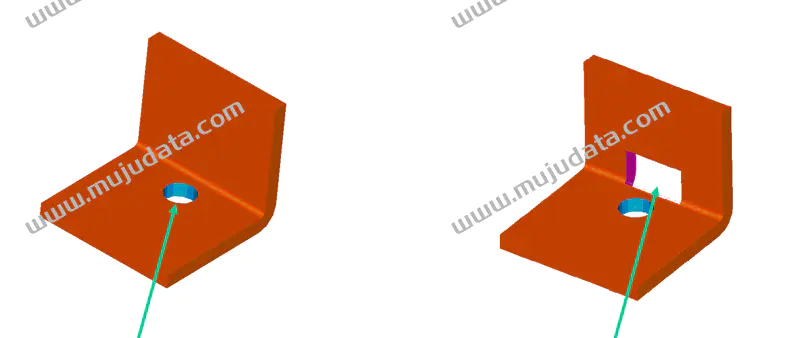
1、产品冲孔位置距离折弯边太近,先冲孔后折弯孔会变形,先折弯后冲孔又没有强度。这时,为了保证尺寸需要建议在折弯位置开工艺孔,以避开孔位。
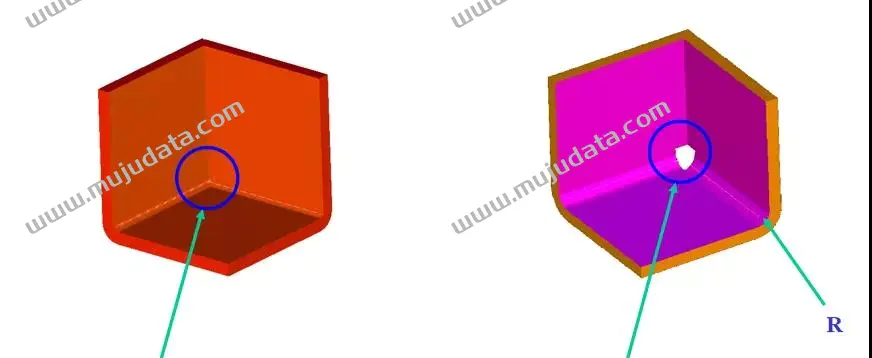
2、类似这种带角为打凸包,拐角位置由于拉料非常容易破裂,为保证外观,需要进行改为带工艺孔,以达到去掉拐角位置。
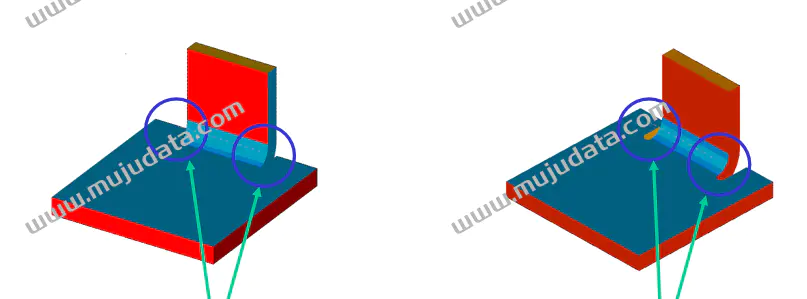
3、折弯位置经常会出现这种情况,折弯到材料内部。而实际上打出产品非常难看,为了保证角度稳定与外观,需要在折弯位置加工艺槽。
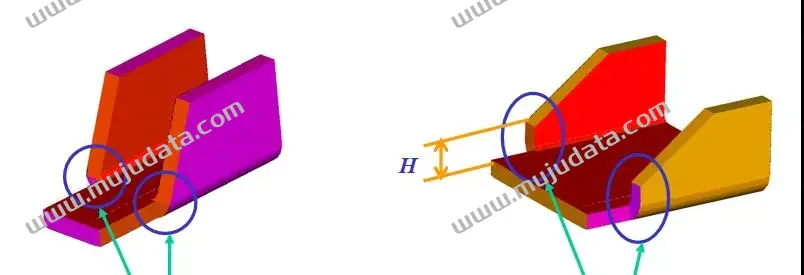
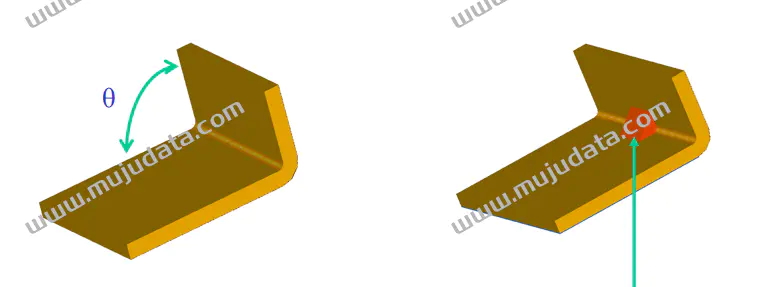
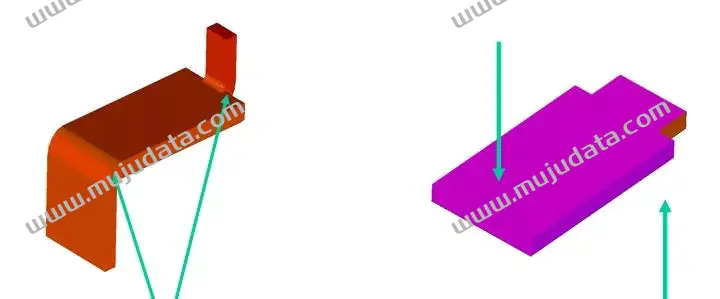
4、折弯位置直接与产品平面相连,容易出现折弯后开裂现象,为了保证折弯角度及外观需要改进为带直段折弯,改进高度H不低于2T为佳。
5、折弯角度太大,采用模具一次成型时,为了保证角度稳定减少回弹,可以采用中间加一个鼓包(称:加强筋)以保证稳定及受力。
6、产品材料较厚时,折弯后产品位置容易出现龟裂纹现象,甚至出现开裂。为减少这种情况出现,尽量将冲压毛刺保证在折弯内侧。
模具行业水很深,技术不是一天两天可以实现飞跃,需要长时间积累与实践。如果大家对模具技术有需要探讨,可以直接留言。
>>>(资料收集于网络,仅供学习分享,如侵权,请联系删除)
原文链接:http://www.mujudata.com/2223.html,转载请注明出处(模具数据网)。






评论0